
預熱和道間溫度的一般規定
1、鋼構接頭的焊接需要根據鋼材的碳當量(化學成分)、板厚、接頭的拘束狀態、焊縫金屬中的含氫量水平及焊接線能量高低等因素或進行焊接試驗來確定合適的預熱溫度和道間溫度。
2、焊接接頭板厚不同時,需要按接頭中較厚的鋼板厚度確定預熱溫度;焊接接頭材質不相同時,需要按高強度、高碳當量的鋼材確定預熱溫度。
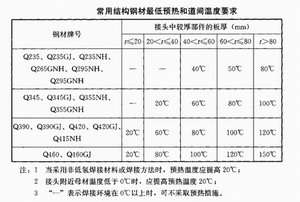
3、常用鋼材采用中等熱輸入時,焊前最低預熱和需要符合下圖的規定要求;通過鋼材可焊性試驗和焊接工藝評定試驗確定預熱溫度時,焊接預熱的最低溫度可低于下圖要求。
4、焊接預熱及道間溫度的保持宜采用電加熱、火焰及紅外線加熱等方法,并應采用專用的測溫儀進行測量。預熱區應在焊道兩側,其寬度應為各焊件厚度1.5倍以上,且不能小于100毫米。溫度測量點需要距離焊縫或焊道中心線不小于75毫米處。當為封閉構件時,宜在正面離焊接坡口兩側不小于100毫米處。所有要求預熱的焊縫進行焊接時,焊接過程的道間溫度不應降至預熱溫度以下。
5、定位焊及焊縫返修處的預熱溫度應高于正常質熱溫度20℃至50℃,預熱區域宜加寬50毫米。
6、電渣焊和氣電立焊在環境溫度為0℃以上施焊時可不進行預熱,但板厚大于60毫米時,宜對引弧區域的母材預熱且預熱溫度不低于50℃。
7、焊接過程中,最低道間溫度不能低于預熱溫度,靜載荷結構焊接時,最大道間溫度不能超過250℃;需進行疲勞驗算的動載荷結構和調質鋼焊接時,最大道間溫度不能超過230℃ 。
8、三、四類鋼材及調質鋼的預熱溫度、道間溫度的確定,需要符合鋼廠提供的指導性參數要求。
陜西鋼構熱線:029-86252006
華邦鋼構網址:www.ahdgbz.com
聯系地址:陜西省西安市北關正街35號方興大廈8樓
行業動態
- 鋼構網架應力腐蝕裂紋的
- 鋼構疲勞破壞的五大關鍵
- 容易導致鋼構失效的環境
- 鋼構網架的永久荷載
- 鋼構空間框架的七大顯著
- 鋼構施工的環保措施
- 鋼構網架的可變荷載
- 鋼構空間框架的六大核心
- 鋼構網架應力腐蝕裂紋的
- 鋼構設計的優勢



公司動態

行業動態
- H型鋼的主要特征
- 鋼構工程梁和柱的剛接以
- 鋼構工程引弧板、引出板
- 如何給鋼構廠房進行采光
- 鋼構廠房的柱間垂直支撐
- 鋼構廠房樓承板施工方法
- 搭建鋼構廠房閣樓都有哪
- 鋼構廠房地基下沉的處理
- 鋼構廠房的抗震縫和沉降
- 鋼構住宅的柱間支撐系統
 鋼構廠房
鋼構廠房