
型鋼火焰矯正法
用氧一乙炔焰或其他氣體的火焰對部件或構件變形部位進行局部加熱,利用金屬熱脹冷縮的物理性能,鋼材受熱冷卻時產生很大的冷縮應力來矯正變形。
加熱方式有點狀加熱、線狀加熱和三角形加熱三種。
(型鋼火焰矯正法)
一、點狀加熱
點狀加熱的熱點呈小圓形,直徑一般為10至30毫米,點距為50至100毫米,呈梅花狀布局,加熱后“點”的周圍向中心收縮,使變形得到矯正。
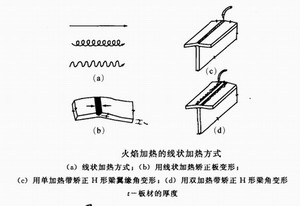
二、線狀加熱
線狀加熱即帶狀加熱,加熱帶的寬度不大于工件厚度的0.5至2.0倍。由于加熱后上下兩面存在較大的溫差,加熱帶長度方向產生的收縮量較小,橫方向收縮量較大,因而產生不同收縮使鋼板變直,但加熱紅色區的厚度不能超過鋼板厚度的1/2,常用于H型鋼構件翼板角變形的糾正。
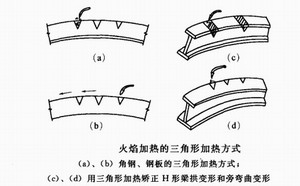
三、三角形加熱
三角形加熱的加熱面呈等腰三形,加熱面的高度與底邊寬度一般控制在型材高度的1/5至2/3范圍內,加熱面需要在工件變形凸出的一側,三角頂在內側,底在工件外側邊緣處,一般對工件凸起處加熱數處,加熱后收縮量從三角形頂點起沿等腰邊逐漸增大,冷卻后凸起部分收縮使工件得到矯正,常用于H形鋼構件的拱變形和旁彎的矯正。
火焰加熱溫度一般為700℃左右,不能超過900℃,加熱應均勻,不能有過熱、過燒現象;火焰矯正厚度較大的鋼材時,加熱后不能用涼水冷卻;對低合金鋼必須緩慢冷卻,因水冷使鋼材表面與內部溫差過大,易產生裂紋;矯正時需要將工件墊平,分析變形原因,正確選擇加熱點、加熱溫度和加熱面積等,同一加熱點的加熱次數不能超過3次。
點狀的加熱適于矯正板料局部彎曲或凹凸不平;線狀加熱多用于較厚板(10毫米以上)的角變形和局部圓弧、彎曲變形的矯正;三角形加熱面積大,收縮量也大,適于型鋼、鋼板及構件(如屋架、吊車梁等成品)縱向彎曲及局部彎曲變形的矯正。
火焰矯正變形一般只適用于低碳鋼、Q345;對于中碳鋼、高合金鋼、鑄鐵和有色金屬等脆性較大的材料,由于冷卻收縮變形會產生裂紋,不能采用。
陜西鋼構熱線:029-86252006
華邦鋼構網址:www.ahdgbz.com
聯系地址:陜西省西安市北關正街35號方興大廈8樓
行業動態
- 關于鋼構網架荷載計算的
- 如何提高鋼構夾層的施工
- 常見的鋼構焊接工藝
- 如何有效提升鋼構的耐久
- 全面提升鋼構承載能力的
- 如何預防鋼構防火涂料出
- 鋼構焊接無損檢測的方法
- 如何有效預防鋼構失效的
- 如何提高超聲波探傷在鋼
- 介紹鋼構吊頂的鑒定要點



公司動態

行業動態
- H型鋼的主要特征
- 鋼構工程梁和柱的剛接以
- 鋼構工程引弧板、引出板
- 如何給鋼構廠房進行采光
- 鋼構廠房的柱間垂直支撐
- 鋼構廠房樓承板施工方法
- 搭建鋼構廠房閣樓都有哪
- 鋼構住宅的柱間支撐系統
- 鋼構廠房地基下沉的處理
- 鋼構廠房的抗震縫和沉降
 鋼構廠房
鋼構廠房