
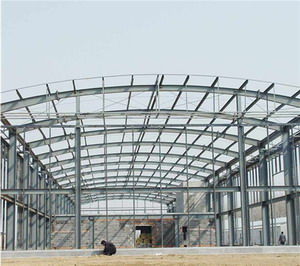
關(guān)于鋼構(gòu)廠房的制作工藝
一、制作放樣
制作放樣實(shí)質(zhì)上就是鋼構(gòu)廠房施工制作的第一步驟。放樣尺寸的精準(zhǔn)性會(huì)對(duì)各個(gè)工序避免誤差出現(xiàn)提供保障,從而確保鋼構(gòu)廠房的整體水平。制作放樣應(yīng)對(duì)以下環(huán)節(jié)引起重視:相關(guān)人員在放樣的前期階段應(yīng)對(duì)圖紙的內(nèi)容做好詳細(xì)查看,是否和有關(guān)工程存在歧義,并按照1: 1的比例將相關(guān)構(gòu)件畫(huà)出來(lái)。當(dāng)樣板加工完畢以后,相關(guān)人員應(yīng)將規(guī)格和相關(guān)參數(shù)都標(biāo)記清楚,避免出現(xiàn)混亂的情況,與此同時(shí)確保樣板出現(xiàn)銹蝕的情況,為進(jìn)行校核提供方便。
二、樣板拼接
相關(guān)人員在拼板的時(shí)候應(yīng)對(duì)相應(yīng)余量加以考慮,通常切割風(fēng)保持在2毫米至3毫米范圍,焊縫收縮量所具有的長(zhǎng)度要控制在15毫米至35毫米,拼板應(yīng)依據(jù)圖紙要求進(jìn)行,在焊接的前期階段應(yīng)提前將帶有銹蝕的物質(zhì)去除干凈,嚴(yán)格依據(jù)要求將坡口開(kāi)好,單面坡口通常在55毫米較為適合,從而確保焊縫的整體質(zhì)量。
三、數(shù)控機(jī)床切割
相關(guān)人員在實(shí)際切割的情況下應(yīng)依據(jù)圖紙要求制作出相應(yīng)的角度樣板,通過(guò)詳細(xì)檢查以后才能夠投入使用;當(dāng)編程以后,切割機(jī)應(yīng)處于空機(jī)的狀態(tài)下進(jìn)行運(yùn)行,并對(duì)運(yùn)行軌跡和相應(yīng)尺寸是否沒(méi)有誤差進(jìn)行檢查,檢查合格以后才能夠進(jìn)行切割;依據(jù)板厚隨時(shí)對(duì)火焰大小、切割速度進(jìn)行調(diào)整,從而確保切口處于光滑的狀態(tài)。
四、組立
翼腹板對(duì)接焊焊縫時(shí)應(yīng)注意焊縫錯(cuò)開(kāi)210毫米以上,組立時(shí)確保腹板的中心線垂直度的偏差,以滿(mǎn)足埋弧焊的需要。
五、制孔鋼構(gòu)
當(dāng)螺栓孔最大允許的偏差已經(jīng)大于要求時(shí),不能使用鋼塊進(jìn)行填塞。此時(shí)可以采取相應(yīng)的焊條進(jìn)行補(bǔ)焊作業(yè),然后再重新進(jìn)行制孔。一般情況下,制孔方法采取鋼模鉆孔,不同鉆孔都應(yīng)使用鉆床設(shè)備進(jìn)行鉆孔,將工作水平加以提升,確保構(gòu)件的整體水平。
行業(yè)動(dòng)態(tài)
- 影響鋼構(gòu)廠房維護(hù)成本的
- 如何優(yōu)化鋼構(gòu)廠房的風(fēng)荷
- 柱間交叉支撐在鋼構(gòu)廠房
- 鋼構(gòu)廠房設(shè)計(jì)的核心要點(diǎn)
- 提升鋼構(gòu)廠房風(fēng)荷載性能
- 探討鋼構(gòu)廠房柱間支撐的
- 鋼構(gòu)廠房的屋面支撐類(lèi)型
- 評(píng)估鋼構(gòu)廠房環(huán)保性能的
- 鋼構(gòu)廠房柱間支撐的設(shè)計(jì)
- 影響鋼構(gòu)廠房屋面支撐性
宕昌項(xiàng)目鋼構(gòu)廠")
獨(dú)立基礎(chǔ)墊層")
校羽毛球館")
公司動(dòng)態(tài)
陜西鋼構(gòu)公司專(zhuān)業(yè)度排名
-
公司專(zhuān)業(yè)度排名")
- 在陜西省鋼構(gòu)行業(yè)蓬勃發(fā)展的今天,各類(lèi)鋼構(gòu)公
陜西鋼構(gòu)公司哪家強(qiáng)?
鋼構(gòu)高層的伸臂桁架設(shè)置
關(guān)于鋼構(gòu)高層抗震性能鑒
如何有效評(píng)估鋼構(gòu)公司的
行業(yè)動(dòng)態(tài)
- H型鋼的主要特征
- 鋼構(gòu)工程梁和柱的剛接以
- 鋼構(gòu)工程引弧板、引出板
- 如何給鋼構(gòu)廠房進(jìn)行采光
- 鋼構(gòu)廠房的柱間垂直支撐
- 鋼構(gòu)廠房樓承板施工方法
- 搭建鋼構(gòu)廠房閣樓都有哪
- 鋼構(gòu)住宅的柱間支撐系統(tǒng)
- 鋼構(gòu)廠房地基下沉的處理
- 鋼構(gòu)廠房的抗震縫和沉降
 鋼構(gòu)廠房
鋼構(gòu)廠房